Welding Wire Storage Procedure

The Ultimate Guide To Welding Rod Sizes And Classifications Including The 7018 6013 6011 And 6010 Welding Rods Welding Table Welding Projects Welding Rods

Storage And Handling Instructions For Flux Cored Wires Solid Wires And Rods

How To Store Welding Rods Welding Boss

Pin On Business
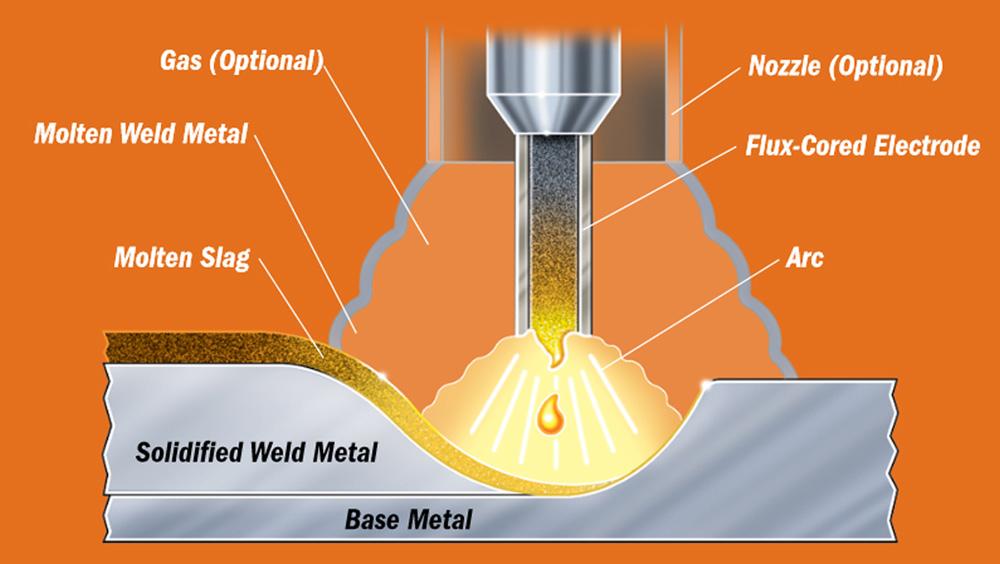
Getting To Know Flux Cored Wires

Different Types Of Welding Rods The Ultimate Guide Welding Rods Types Of Welding Welding

Welding consumables should be stored in their original unopened packaging in an area shielded from the elements.
Welding wire storage procedure.

Wire Baskets Stainless Steel Wire Storage Baskets Crimped Mesh Sterilization Baskets Wire Baskets Wire Basket Storage Stainless Steel Wire

Stick Amps Vs Rod Size Vs Metal Thickness Welding Rod Chart Welding Metal Welding

Lincoln Electric K3018 2 Power Mig 180 Dual Mig Welder 120 208 230 Amp Input Welding Projects Welding Diy Welding

300g De 0 5 Mm Soldeing De Alambre De Soldadura De Alambre 63 37 Estano Plomo 2 0 Flujo Rollo Welding Wire Welding Solder Wire

Discovering The 7018 6013 6011 And 6010 Welding Rod Sizes Welding Rods Welding Design Welding

Lincoln Electric 300 Amp Ranger 305 D Diesel Engine Driven Multi Process Dc Welder 10 Kw Peak Generator Kubota Tier 4 Diesel K1727 4 The Home Depot In 2020 Welder Generator Welders Lincoln Welders

Pin On Welding

Pin On Blog

Synergic Miga 250 Three Phase 380v 250 Amp Mig Welding Machine Price

Cleaning Basket Sterilization Basket Sterilization Wire Basket Generalmesh Hebei General Metal Netting Co Ltd Wire Baskets Metal Net Stainless Steel Wire
Buy Miller Millermatic 211 Mig Welder With Advanced Auto Set 907614 Deal Tikka Mig Welder Miller Mig Welder Welders

Sterilization Basket Wire Baskets Wire Basket Storage Stainless Steel Wire

Sterilization Baskets Storage Baskets And Dividers Sterile Sterilization Containers Wire Basket Hebei Gene Metal Net Wire Baskets Stainless Steel Wire

The Ultimate Guide To Different Types Of Welding Rods Including Consumable And Non Consumable Electrodes Their Classific Welding Schools Welding Welding Rods

Stainless Steel Baskets Net Baskets Generalmesh Hebei General Metal Netting Co Ltd Material Stainelss Ste Wire Baskets Metal Net Stainless Steel Wire

Lincoln Electric 180 Amp Weld Pak 180 Hd Mig Wire Feed Welder With Magnum 100l Gun

Mobile Arc Welders Welders Welding Rods

Electrode Classification Chart Welding Electrodes Arc Welding Welding Rods
3
Source : pinterest.com
